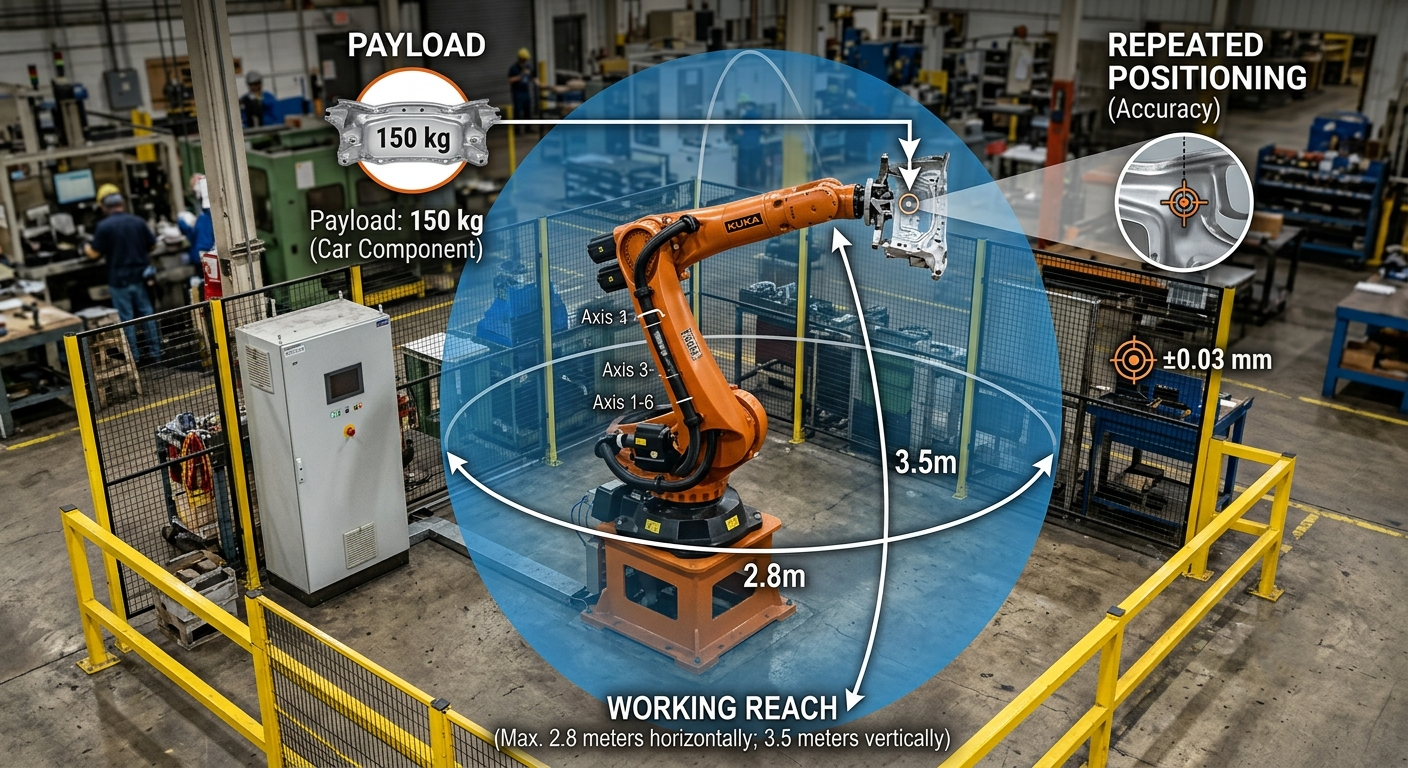
Why Three Headline Specifications Are Not Enough to Select a Robot
Robot payload reach repeatability figures can quickly narrow a shortlist, but they cannot confirm that a robot will work in a real production cell. A robot may appear suitable on a datasheet and still fail to provide enough wrist capacity, access, motion freedom, or process consistency once tooling and fixtures are included.
The practical decision is not simply whether the robot can carry the part and reach the machine. The buyer must determine whether the robot can carry the complete working load, access every required position with a usable orientation, and repeat the motion accurately enough for the process.
Payload, reach, and repeatability answer different questions. Understanding those differences helps prevent undersized tooling, unreachable positions, unstable cycle times, and unrealistic expectations about finished-part quality.
What Robot Payload Means in Practical Terms
Robot payload is the maximum load that the manufacturer allows the robot to carry at its wrist under defined operating conditions. Buyers often read this as the maximum weight of the product being moved. That interpretation is incomplete.
The payload calculation normally needs to include everything attached to or carried by the robot. This can include the gripper, welding torch, vacuum tooling, tool changer, hoses, cables, sensors, brackets, fasteners, and the workpiece itself.
If a robot carries a part using a heavy gripper, the part does not have access to the robot’s full rated payload. The tooling has already consumed part of that capacity.
Payload includes the tooling
Consider a handling application in which the robot lifts a component with a mechanical gripper. The relevant load is not only the component. It is the combined mass of the component and all equipment supported by the robot wrist.
This distinction becomes especially important when tooling changes during production. A robot may comfortably handle one product with a lightweight gripper but operate close to its limits when a larger tool, additional sensor, or automatic tool changer is added.
Future product variants should therefore be considered during selection. Choosing a robot with no practical margin may limit later changes or force a tooling redesign.
Weight alone does not define the wrist load
Two tools with the same mass can affect a robot differently. A compact tool positioned close to the wrist creates a different mechanical load from a long tool that places the same mass farther away.
The location of the load’s center of gravity and its inertia matter because the robot must accelerate, decelerate, and control that mass during movement. A long welding torch package, a large vacuum frame, or an extended gripper may place greater demand on the wrist than its weight alone would suggest.
For this reason, the payload figure should never be treated as the only wrist-selection criterion. The complete tool model, load position, orientation, motion profile, and manufacturer load limits must be checked during engineering.
Rated payload should not become the automatic target
A robot being capable of carrying a stated maximum does not mean every application should be designed to operate at that limit continuously. The correct margin depends on the tool, load distribution, acceleration, process, and manufacturer guidance.
Operating without a realistic margin can restrict cycle optimization and future tooling changes. It may also expose a weak assumption late in the design process when the final gripper weighs more than expected.
The better practice is to calculate the full working load early and verify it against the exact robot variant. Payload should be treated as an engineering limit, not as a target to consume completely.
What Robot Reach Actually Describes
Robot reach describes how far the robot can extend from its base to a defined point near the wrist or tool-mounting interface. It gives a useful first indication of the robot’s working envelope, but it does not prove that the tool can access every required production point.
A reach value is normally a maximum geometric condition. The robot may achieve that distance only with a particular arm configuration and wrist orientation. The application may require a different orientation that reduces usable access.
Maximum reach is not the same as usable reach
A robot may be able to extend to a machine, fixture, or pallet position but still be unable to perform the required task there. The tool may collide with the machine frame, the wrist may approach a joint limit, or the robot may be unable to maintain the necessary orientation.
This is especially important in welding, machine tending, assembly, and applications involving deep fixtures. The robot must reach the point with the torch, gripper, spindle, or inspection tool positioned correctly.
A simple distance measured from the robot base to the target is therefore not enough. Cell design must consider the entire motion path, tool geometry, wrist orientation, and nearby equipment.
The working envelope is three-dimensional
Robot reach is sometimes evaluated from a top-view layout only. That can hide vertical limitations, interference below or behind the robot, and positions that fall into difficult areas of the working envelope.
Many articulated robots have regions close to the base or above certain joints that are harder to access with a practical tool orientation. There may also be positions where several joint configurations are theoretically possible, but only one avoids collision.
The full cell should therefore be checked in three dimensions. Offline simulation can help identify access problems, but the simulation must use the correct robot variant, base height, tool dimensions, fixture geometry, and process positions.
More reach can introduce trade-offs
A longer-reach robot is not automatically a better choice. Additional reach may increase the floor area or guarding envelope needed for the cell. It may also place the robot farther from the process than necessary or encourage a layout that produces inefficient motion.
Robot selection should match the real access requirement. Too little reach creates obvious problems, but excessive reach can also affect cell compactness, cycle path, and investment cost.
The objective is not to buy the robot with the greatest reach. It is necessary to choose a robot that covers the required working envelope with suitable orientations, collision clearance, and practical motion paths.
What Robot Repeatability Means
Robot repeatability describes how consistently a robot can return to the same programmed position under stated test conditions. It is commonly represented as a tolerance around that repeated position.
In simple terms, repeatability asks, when the robot is told to return to the same point many times, how tightly grouped are those returns?
This is different from asking whether the robot reaches the exact real-world coordinate expected by an external measurement system. That second question is closer to accuracy.
Repeatability and accuracy are not the same
A robot can be highly repeatable without being perfectly accurate in absolute space. It may return consistently to a point that is slightly offset from the theoretical coordinate.
For many industrial tasks, the program is taught directly in the cell. The robot is moved to the required physical position, and that position is saved. In those applications, repeatability can be more important than absolute accuracy because the process depends on returning consistently to the taught point.
However, accuracy becomes more significant when positions are generated from external data, transferred between cells, calculated from CAD models, or updated through vision and measurement systems.
URT discusses this distinction in more depth in its guide to accuracy and repeatability in industrial robots.
Robot repeatability does not guarantee process repeatability
A robot can return to the same programmed position while the production result still varies. The reason is that the robot is only one part of the process.
In welding, variation may come from part fit-up, fixture condition, torch geometry, material condition, welding parameters, wire feeding, or joint location. In machine tending, variation may come from chips, inconsistent clamping, part presentation, or worn gripper fingers.
In assembly, the robot may repeat its motion correctly while component tolerances or fixture movement prevent reliable insertion. In palletizing, unstable cases or inconsistent infeed position can affect stack quality even when the robot follows the same path.
Repeatability should therefore be interpreted as a robot capability, not as a guarantee of final product quality.
Fixtures and part presentation often control the result
A repeatable robot needs repeatable inputs. If every part arrives in a different position, the robot must either locate the part through sensors or vision, or the presentation system must be improved.
The same principle applies to fixtures. A robot cannot compensate economically for a fixture that moves, wears unpredictably, or locates components differently from cycle to cycle.
Plants evaluating variable production should first determine whether variation is controlled and measurable. URT’s article on robotizing processes with variable parts explains when variation can be managed and when it should be reduced before automation.
How Payload, Reach, and Repeatability Interact
Payload, reach, and repeatability should not be evaluated independently. A decision made around one specification can change the practical value of the others.
A heavier tool may reduce payload margin and require slower motion. A longer tool may extend access but create a less favorable wrist load. A robot with suitable repeatability may still produce inconsistent results if it must work close to joint limits or if the fixture moves.
| Specification | Simple meaning | What buyers often overlook |
|---|---|---|
| Payload | How much load the robot can carry | Tool weight, center of gravity, inertia, cables, sensors, and the part |
| Reach | How far the robot can extend | Tool orientation, collisions, joint limits, base position, and three-dimensional access |
| Repeatability | How consistently the robot returns to a taught position | Fixture movement, part variation, tool deflection, calibration, and process conditions |
A heavier tool can affect practical motion
A tool may remain within the robot’s stated payload while still requiring a less aggressive motion profile because of its shape, center of gravity, or inertia. This can affect cycle time and access around equipment.
The engineering team should therefore check the robot using the final or realistically estimated tool design. Selecting the robot before the tooling concept is known creates unnecessary risk.
Long reach can place the robot in a difficult configuration
A target close to the edge of the working envelope may be technically reachable but operationally poor. The robot may have limited freedom to adjust orientation, avoid obstacles, or approach the point from a better direction.
That can matter when a process requires several nearby positions rather than one isolated target. The robot must move between them safely and efficiently, not simply touch each point during a static check.
Good repeatability cannot repair a weak cell design
A repeatable robot cannot make an unstable fixture repeatable. It cannot remove product variation that has not been measured, and it cannot prevent a flexible tool from deflecting under process force.
The final result depends on the relationship between robot capability and cell design. Tooling, fixtures, process control, programming, and maintenance must support the same level of consistency expected from the robot.
Common Specification Mistakes During Robot Selection
Counting only the workpiece as payload
This is one of the most common selection errors. The robot is chosen based on the product mass, while the gripper, brackets, sensors, hoses, and tool changer are added later.
The result may be a wrist load that leaves no usable margin or falls outside the permitted load conditions. Correcting the problem can require lighter tooling, a larger robot, or a redesigned process.
Using a floor-plan distance as the reach requirement
A straight-line measurement does not account for tool length, approach direction, machine depth, fixture height, or collision clearance. It also does not show whether the robot can reach every point with the required orientation.
Reach should be confirmed using the complete cell geometry and real process positions.
Treating repeatability as finished-product accuracy
Repeatability describes the robot’s ability to return to a position. It does not automatically include fixture error, part tolerance, tool wear, thermal effects, sensor uncertainty, or process variation.
Quality requirements should be assigned to the complete system. The robot’s repeatability is only one contributor.
Comparing different model variants as though they are identical
Robot families often include several variants with different payloads, reach envelopes, mounting arrangements, wrist capacities, or controller options. A base family name is not enough for the final selection.
The exact model code must be checked. Tooling, layout, and safety-envelope decisions should be based on official manufacturer documentation for that exact variant, not on a similar robot or a general family page.
Ignoring future products and tooling changes
A cell may be designed around the lightest current product, the shortest reach condition, or one fixture arrangement. Later product changes can expose the lack of margin.
Future requirements should be included only when they are realistic and defined. Oversizing without a production reason can add unnecessary cost, but ignoring known future variants can shorten the useful life of the cell.
Specification Verification Before Cell Design
Payload, reach, and repeatability values must be verified against the exact robot model and variant before tooling or layout is finalized. Suffixes and model codes can identify technically different versions within the same robot family.
The buyer should confirm the model plate, controller generation, official load data, working-envelope drawings, mounting arrangement, and any application-specific restrictions. Used or refurbished robots require the same discipline because the physical robot, controller, and documentation must match.
A simulation or layout based on the wrong variant can produce false clearance, payload, or access conclusions. The exact tool dimensions and load data should also be included rather than relying on an approximate workpiece weight.
These checks are part of broader integration planning. URT’s guide to important factors when integrating a new robot explains how tooling, communication, safety, layout, and production flow affect the final selection.
What to Check Before Choosing a Robot
Use this checklist after the process has been defined and before the purchase decision is approved. Each answer should be based on the real application rather than a general robot family description.
- Calculate the combined mass of the tool, adapters, sensors, cables, and the heaviest workpiece.
- Identify the center of gravity and inertia of the complete wrist load.
- Confirm all process points, approach paths, and required tool orientations.
- Model fixtures, machines, guarding, conveyors, and maintenance clearance.
- Check the full three-dimensional working envelope, not only the maximum horizontal reach.
- Define whether the process depends mainly on repeatability, absolute accuracy, or external calibration.
- Measure part variation, fixture repeatability, and presentation consistency.
- Verify the exact robot model and variant using official manufacturer documentation.
- Include a realistic margin for confirmed product and tooling changes.
- Validate cycle time with the expected load and practical motion path.
- Confirm that the selected robot can be integrated and supported by the plant.
When the Headline Specifications Can Point to the Wrong Robot
A robot with sufficient payload may be the wrong choice if its wrist cannot manage the tool’s center of gravity or inertia. A robot with sufficient reach may be unsuitable if it cannot maintain the required orientation inside the machine or fixture.
A robot with strong repeatability may still be unable to meet the process requirement if the application needs higher absolute positioning performance, external calibration, force control, vision correction, or better fixture stability.
The robot may also be oversized. Buying substantially more payload or reach than the application needs can increase cell size, tooling complexity, and cost without improving the process.
The correct selection balances robot capability with the entire production system. The best robot is not the one with the largest numbers. It is the one that meets the application requirements with controlled risk and appropriate engineering margin.
FAQ
Does the robot payload include the gripper?
Yes. The working payload must account for the gripper or process tool, adapters, sensors, tool changers, supported cables, and the workpiece. The exact load conditions must be checked against the manufacturer’s data for the specific robot variant.
Is the maximum reach the distance the tool can always use?
No. Maximum reach is a geometric specification and may occur only in a particular robot configuration. Usable reach depends on tool orientation, joint limits, fixtures, machine geometry, collision clearance, and the required motion path.
What is the difference between robot accuracy and repeatability?
Accuracy concerns how closely the robot reaches a defined real-world position. Repeatability concerns how consistently it returns to the same programmed position. A robot can be repeatable while still having an offset from an external coordinate.
Does better robot repeatability guarantee better product quality?
No. Product quality also depends on fixtures, part tolerances, tooling, calibration, process parameters, material condition, sensors, and programming. Repeatability is one part of complete cell performance.
Should a company always choose more payload than it needs?
Some practical margin is normally necessary, but unnecessary oversizing can increase cost and cell size. The correct margin should be based on the complete tool load, product range, motion requirements, and realistic future changes.
Can a simulation confirm that a robot has enough reach?
Simulation can identify access, joint, and collision problems when the correct robot model, tool, fixtures, and cell geometry are used. It should support engineering validation rather than replace verification of the final physical system.
Why does the exact robot variant matter?
Variants within the same family may have different payload limits, reach envelopes, wrist capacities, mounting options, or controllers. Final decisions must be based on the exact model code and official documentation.
Talk to URT About Robot Payload, Reach, and Repeatability
If you are evaluating robot payload, reach, and repeatability, contact URT. We will give you a direct, technical answer based on your actual production requirements.